計(jì)量論壇
標(biāo)題: 扭矩扳手的誤差 [打印本頁(yè)]
作者: jiliang123 時(shí)間: 2008-3-15 10:14
標(biāo)題: 扭矩扳手的誤差
請(qǐng)問怎樣判斷扭矩扳手是否合格?3-25N的。師傅說(shuō)用校準(zhǔn)儀校準(zhǔn)出來(lái)的力矩減去扭矩扳手的指示力矩只要不大于扭矩扳手全程除以100得出來(lái)的那個(gè)數(shù)就可以。也就是說(shuō)25除以100等于0.25是這樣嗎?
作者: zcyjkl 時(shí)間: 2008-3-15 18:29
看看檢定規(guī)程就能明白,
http://www.bkd208.com/viewthread.p ... =%E6%89%AD%E7%9F%A9
分1,2,3,4,5,6,10級(jí),
以標(biāo)準(zhǔn)裝置的標(biāo)準(zhǔn)值為依據(jù)
如果標(biāo)準(zhǔn)是20N,扭矩扳手指示值20.2N
20.2-20=0.2
示值相對(duì)誤差 0.2/20*100%=1.0,就是符合1.0級(jí)要求。
如果標(biāo)準(zhǔn)是20N,扭矩扳手指示值21N
21-20=1
示值相對(duì)誤差 1/20*100%=5.0,就是符合5.0級(jí)要求。
同理,示值相對(duì)誤差大于10則為不合格。
一般的扭矩扳手都是4.0級(jí),示值相對(duì)誤差 就要小于4.0%。
[ 本帖最后由 zcyjkl 于 2008-3-15 18:30 編輯 ]
作者: gzhf 時(shí)間: 2008-3-15 22:33
扭力板子的允許誤差是以相對(duì)誤差計(jì)算的,這與壓力表以引用誤差計(jì)算是不同的,樓主師傅所說(shuō)的是引用誤差計(jì)算方式,但在扭力板子上是不對(duì)的
作者: 狂奔的蝸牛 時(shí)間: 2008-3-17 21:52
我個(gè)人感覺,扭矩扳手更適合用引用誤差。因?yàn)樗鋵?shí)也是跟彈簧有關(guān)的計(jì)量器具。
作者: zhaofeng 時(shí)間: 2008-5-7 19:31
檢定扭矩扳手還是按JJG707-2003檢定的規(guī)范,扳手制造廠家一般在出廠合格證上寫的都是4%的誤差,但自己檢定后能達(dá)到4%能有多少呢?
作者: chw 時(shí)間: 2008-6-13 23:26
JJG707-2003扭矩扳子 檢定規(guī)程中規(guī)定的很詳細(xì),仔細(xì)看看就可以了
作者: 飄逸狂想 時(shí)間: 2008-6-13 23:41
標(biāo)題: 扭矩扳手的誤差用的是相對(duì)誤差
但關(guān)鍵是其檢定點(diǎn)應(yīng)從滿量程的20%起,比如上面的(3-25)Nm的扳手,其初始檢定點(diǎn)應(yīng)該是5Nm
作者: 飄逸狂想 時(shí)間: 2008-6-14 00:24
標(biāo)題: 補(bǔ)充一下JJG 707-2003兩節(jié)內(nèi)容
5.3 測(cè)量范圍
扭矩扳子的測(cè)量范圍是額定扭矩值的20% ~ 100%。
6.2.4.1 檢定點(diǎn):在規(guī)定的測(cè)量范圍內(nèi),檢定點(diǎn)均勻分布,一般不少于3點(diǎn),其中必須包括測(cè)量范圍的下限和上限二點(diǎn)。預(yù)置式扭矩
扳子可按使用的定植點(diǎn)數(shù)進(jìn)行檢定。
作者: 飄逸狂想 時(shí)間: 2008-6-14 00:35
標(biāo)題: 扭矩檢定實(shí)用探討
目前,手工定量控制螺栓擰緊的方法是使用扭矩扳手來(lái)擰緊,控制螺栓擰緊過程的目的是使螺栓的軸向拉伸力恰到好處,并以此達(dá)到螺紋副的可靠聯(lián)接。因此,扭矩的控制在各種機(jī)械類、電子類產(chǎn)品的開發(fā)研究、測(cè)試分析、質(zhì)量檢驗(yàn)、型式批準(zhǔn)、定型鑒定和節(jié)能、安全或優(yōu)化控制等工作中成為必不可少的內(nèi)容,也使得定期的扭矩測(cè)量和檢定十分必要。
然而,許多企業(yè)都是將扭矩扳手送給第三單位來(lái)做檢定,那么扳手有問題就可以馬上自行檢查,更重要的是,當(dāng)扭矩扳手使用頻率較大、需要經(jīng)常性的檢定時(shí),可以獲得更多的便利。
企業(yè)方不愿自行檢定扭矩扳手,究其原因,除了測(cè)試儀的高昂成本外,主要還是害怕操作復(fù)雜的測(cè)試儀設(shè)備。在此,本文將主要闡述扭矩檢定的專業(yè)知識(shí)、實(shí)際操作以及注意事項(xiàng)。
一、扭矩檢定專業(yè)知識(shí)
1.扭矩專業(yè)知識(shí)
(1)扭矩的定義
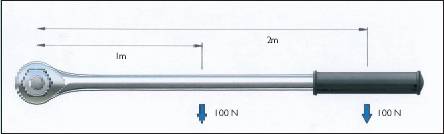
作用在物體上偏離旋轉(zhuǎn)中心的地方、使物體產(chǎn)生旋轉(zhuǎn)方向的變形或可能產(chǎn)生轉(zhuǎn)動(dòng)的力和長(zhǎng)度的復(fù)合作用,稱之為力矩或扭矩。物體在扭矩作用下轉(zhuǎn)動(dòng)的中心成為矩心,矩心到力作用線的垂直距離稱為力臂,則扭矩M等于力F和力臂L的乘積。使物體順時(shí)針方向轉(zhuǎn)動(dòng)的扭矩為正,反之為負(fù)。如圖1中M1=F1L1,M2=F2L2 。
(2)扭矩的分類
扭矩扳手按所使用的動(dòng)力源,一般分為手動(dòng)、電動(dòng)、氣動(dòng)和液壓四大類:手動(dòng)基本上指手動(dòng)扳手;氣動(dòng)是以壓縮空氣為動(dòng)力的;電動(dòng)是指交、直流電都可以作為電源的;液壓類的與氣動(dòng)類似,但液壓源是由液壓油提供。
按工作原理分類,扭矩扳手可分為指示式和定值式兩大類,指示式可細(xì)分為數(shù)顯式和指針式,定值式可細(xì)分為機(jī)械定值式(又稱預(yù)置式)和電子定值式。
扭矩扳手按其狀態(tài)又可分為靜態(tài)扭矩和動(dòng)態(tài)扭矩兩大類:靜態(tài)扭矩是指不長(zhǎng)的時(shí)間內(nèi)扭矩值不隨時(shí)間變化或隨時(shí)間變化很小和很緩慢的扭矩,包括靜止扭矩、恒定扭矩、緩變扭矩和脈動(dòng)扭矩;動(dòng)態(tài)扭矩是指扭矩值隨時(shí)間變化很大和很快、甚至換向的扭矩,包括振動(dòng)扭矩、隨機(jī)扭矩和過度扭矩。報(bào)響式扳手又稱預(yù)置式扳手,屬于定值式類,這類扳手可分為機(jī)械定值式和電子定值式。
2.扭矩檢定儀的選擇
扭矩測(cè)試儀基本上是為了檢定扭矩扳手及向光扭矩設(shè)備而設(shè)計(jì)生產(chǎn)的,扭矩追溯系統(tǒng)中屬于中間銜接部分,故對(duì)扭矩測(cè)試儀必須要有以下基本要求:合格的扭矩精度等級(jí)、完整的扭矩檢定報(bào)告、完整的檢定追溯系統(tǒng)和符合實(shí)驗(yàn)室的高要求質(zhì)量,如圖2所示。

(1)分辨力
對(duì)扭矩扳手檢定儀的分辨力,一般要求是:指針式最小分度值應(yīng)Mmax A/200,A為準(zhǔn)確度等級(jí)的等級(jí)數(shù);數(shù)字式的最小有效數(shù)字增量應(yīng)MmaxA/1000且為1、2、5、乘以10的整數(shù)次方,A為準(zhǔn)確度等級(jí)的等級(jí)數(shù);例如0.5級(jí)、額定扭矩為1000N.m的數(shù)顯扭矩扳手檢定儀的有效最小數(shù)字增量不大于0.05N.m。
(2)量程
扭矩扳手一般的工作范圍是測(cè)量上限值得20%至測(cè)量上限值,部分測(cè)量下限高于測(cè)量上限的20%,工作范圍從測(cè)量下限開始。新制造和修理后的扭矩扳手應(yīng)以測(cè)量上限值的120%加載值進(jìn)行超負(fù)荷試驗(yàn)。
因此,扭矩扳手檢定宜選用的量程上限一般是北側(cè)扳手最大額定扭矩的20%;其給出標(biāo)準(zhǔn)扭矩值的擴(kuò)展不確定度為被檢扳手準(zhǔn)確度等級(jí)的1/3~1/10,或檢定儀的準(zhǔn)確度等級(jí)應(yīng)優(yōu)于被檢扳手準(zhǔn)確度等級(jí)的1/3;特殊的扭矩扳手檢定儀不受次限制,但起點(diǎn)不得小于最大扭矩之的5%,且分辨力足夠、延伸范圍經(jīng)檢定合格。
(3)個(gè)案例舉
針對(duì)預(yù)置式扭矩扳手,在選用檢定裝置時(shí),由于其本身精確度等級(jí)為3~10級(jí),按量傳體系的三倍關(guān)系,應(yīng)選用準(zhǔn)確度等級(jí)至少為2級(jí),通常為1級(jí)的扭矩檢定裝置。
與此同時(shí),根據(jù)扭矩扳手的檢定規(guī)程對(duì)扭矩測(cè)量?jī)x分辨力的要求,應(yīng)事先確定所選用的測(cè)量裝置各量程的分度值符合要求:檢定儀必須具備峰值保持功能,應(yīng)具有足夠的響應(yīng)速度,最好還應(yīng)具有能保持扳手處于正確的檢定方位和加載作用點(diǎn)可調(diào)的功能。
二、扭矩檢定的實(shí)際操作
(1)準(zhǔn)備工作
為了確保數(shù)據(jù)真實(shí),檢定前應(yīng)作檢定裝置和扳手的外觀檢查,確定無(wú)誤。扭矩扳手檢定裝置應(yīng)在預(yù)熱和預(yù)扭后調(diào)整零位,扭矩扳手應(yīng)在實(shí)驗(yàn)室內(nèi)放置足夠長(zhǎng)的時(shí)間按達(dá)到等溫度要求,在三次預(yù)扭后調(diào)好零位,扭矩扳手預(yù)扭后調(diào)好零位等再開始檢定,數(shù)顯扭矩扳手也應(yīng)預(yù)熱。
另外,嚴(yán)格地說(shuō),扭矩扳手的檢定的工位(指扳手桿身處于水平位置或垂直位置)也是由要求的,在什么位置使用就應(yīng)什么位置檢定,對(duì)某些初始零位不很確定的指針扳手或數(shù)顯扳手更應(yīng)這樣,并且檢定裝置應(yīng)具有完整的加載定位機(jī)構(gòu),幫助固定扳手的檢定位置。
(2)基本操作過程
按照扳手的額定值正確選擇檢定裝置的量程,開機(jī)預(yù)熱后,將外觀檢查正常的扳手在檢定裝置上按額定值預(yù)扭三次;取下扳手,調(diào)節(jié)好檢定裝置的零位并選用其峰值保持功能,手動(dòng)設(shè)置扭矩扳手的預(yù)置值為檢定點(diǎn),將扳手正確安裝在檢定裝置上預(yù)扭三次,按照選定的檢定點(diǎn)平穩(wěn)施加扭矩到發(fā)出聽覺或其它指示信號(hào)后立即停止加載、卸除載荷使扳手恢復(fù)常態(tài),讀出和記錄各點(diǎn)的指示值,至少三次反復(fù)該過程完成該點(diǎn)的檢定,重新設(shè)置下一個(gè)檢定點(diǎn)重復(fù)以上過程知道完成全部檢定。

其中,在檢定指針式扭矩扳手的過程中,應(yīng)首先保證雙眼平視會(huì)聚于指針的轉(zhuǎn)動(dòng)而改變體位,確保對(duì)指針與度盤刻線重合位置的判讀正確;其次,保證對(duì)零操作的位置正確,也就是保證使用位置與檢定位置與零位置三者一致;同時(shí),確保對(duì)零到位;再就是及時(shí)讀書確保記錄的檢定之余扳手指針的位置對(duì)應(yīng)正確。
為保證這一點(diǎn),應(yīng)使用具有穩(wěn)定慢速加載功能的檢定加載機(jī)構(gòu)。檢定順序從小扭矩值至大扭矩值,每點(diǎn)每次需間隔5s以上,在檢定完每點(diǎn)每次的數(shù)值,需將力量完全釋放,再做下一次(需注意每點(diǎn)扭矩值之重復(fù)度不可誤差太大)。
(3)個(gè)案例舉
手動(dòng)示值式扭矩扳手在檢定時(shí),則應(yīng)按照扳手的額定值正確選擇檢定裝置的量程,開機(jī)預(yù)熱后,將外觀檢查正常的扳手在檢定裝置上按額定值預(yù)扭三次;取下扳手,按檢定工位分別調(diào)節(jié)好扳手和檢定裝置的零位,將扳手正確安裝在檢定裝置上,按照選定的檢定點(diǎn)施加扭矩到檢定值,讀出和記錄各點(diǎn)的指示值,逐級(jí)施加扭矩到額定值后,卸除加載,并檢查扭矩扳手的指示回零情況;重新調(diào)整零位后重復(fù)以上步驟進(jìn)行第二次檢定,此過程至少進(jìn)行三次。
注:指針式有從動(dòng)指針的必須帶從動(dòng)指針進(jìn)行檢定。雙向扭矩扳手應(yīng)進(jìn)行雙向檢定,同樣要進(jìn)行反向預(yù)扭三次在按上述步驟進(jìn)行反向的檢定。
三、扭矩檢定的注意事項(xiàng)
(1)允許誤差
數(shù)字式扭矩扳手的最小數(shù)字增量不得大于在額定值的20%處允許誤差值的1/2。例如,額定扭矩100N.m二級(jí)數(shù)顯扳手,其額定值的20%處為20N.m,該點(diǎn)允許誤差值為0.4N.m,故該版收的最小分度即最小數(shù)字增量為0.2N.m。
(2)回零誤差
扭矩扳手的回零誤差,指針式應(yīng)不大于0.2個(gè)分度,數(shù)字式應(yīng)不超過±1個(gè)字。
(3)個(gè)案例舉
報(bào)響式扳手(又稱預(yù)置式扳手)在檢定時(shí),需注意:扭矩設(shè)定器應(yīng)靈活可靠、并能設(shè)定到所需扭矩值;當(dāng)施加扭矩值達(dá)到設(shè)定值時(shí),應(yīng)能準(zhǔn)確發(fā)出聽覺或其他信號(hào);每個(gè)檢定點(diǎn)設(shè)置后,應(yīng)預(yù)扭報(bào)響三次,然后進(jìn)行檢定讀數(shù),所用的標(biāo)準(zhǔn)裝置應(yīng)具有快速響應(yīng)和峰值保持功能。
(4)檢定周期
扭矩扳手的檢定周期應(yīng)主要按照扳手的結(jié)構(gòu)特點(diǎn)和使用頻度綜合確定:普通扳手短則一個(gè)月、最長(zhǎng)不得超過一年(一年通常只是用于指針式和數(shù)字式扳手);電動(dòng)和氣動(dòng)扳手在使用要求高的場(chǎng)合應(yīng)每周甚至每天檢查一次;預(yù)置式扳手則要按照使用頻度通過細(xì)致監(jiān)控來(lái)確保能正常使用,一般連續(xù)使用不放松地檢定周期不應(yīng)超過3個(gè)月。
而對(duì)于新制造、改裝或修理后的扭矩扳手檢定儀而言,一般需進(jìn)行兩次檢定合格方準(zhǔn)使用。這兩次間隔時(shí)間為3個(gè)月,以后檢定合格周期延長(zhǎng),但最長(zhǎng)不得超過1年。
四、結(jié)語(yǔ)
總之,雖然在扭矩檢定的實(shí)際操作中,仍然存在具體情況下的細(xì)節(jié)變數(shù),但只要嚴(yán)格把握上述要點(diǎn),相信對(duì)于一般情況下的扭矩檢定,企業(yè)是完全有能力自行處理的。
作者: whx9910 時(shí)間: 2008-6-14 10:30
看了飄逸狂想的介紹,真的是受益非淺,謝謝!
作者: 吉利阿友 時(shí)間: 2008-6-14 12:10
標(biāo)題: 回復(fù) 1# 的帖子
很遺恨,這么多專業(yè)人士都沒有用 扭矩扳子 這一正規(guī)名稱 來(lái)稱呼扭矩扳子。技術(shù)工作要從細(xì)節(jié)做起呀!!!同行們!!!
作者: 還在人間嗎 時(shí)間: 2008-6-23 22:18
標(biāo)題: 請(qǐng)問帶沖擊的扭矩扳子如何檢定
請(qǐng)問帶沖擊的扭矩扳子如何檢定
作者: 吉利阿友 時(shí)間: 2008-9-15 20:12
標(biāo)題: 回復(fù) 9# 飄逸狂想 的帖子
LZ回復(fù)貼第三幅圖所示的扭矩扳子很差勁!!!性能不好就不說(shuō)了,連扭矩設(shè)置準(zhǔn)確與否都存問題呀!!!俺們上個(gè)當(dāng)?shù)难剑。。∷蕴氐亟o同行們提個(gè)醒,不要購(gòu)置此種規(guī)格的扳子!!!
作者: 文月禾 時(shí)間: 2008-10-5 14:10
飄逸狂想 謝謝你了 不知道怎么聯(lián)系你
作者: xunmozhe 時(shí)間: 2009-9-22 22:38
2# zcyjkl
下載的資料里的密碼不正確,無(wú)法打開呀!
作者: yesa5000 時(shí)間: 2009-12-29 20:39
提示: 作者被禁止或刪除 內(nèi)容自動(dòng)屏蔽
| 歡迎光臨 計(jì)量論壇 (http://www.bkd208.com/) |
Powered by Discuz! X3.4 |
国产一区国产精品,2019中文亚洲字幕,电影在线高清,欧美精品一区二区三区久久
2017欧美狠狠色|
日韩免费看的电影|
韩国理伦片一区二区三区在线播放|
亚洲欧美日韩一区|
中文字幕不卡一区|
国产欧美一区视频|
久久伊人中文字幕|
精品国产1区二区|
日韩欧美一卡二卡|
欧美精品777|
欧美福利视频一区|
欧美精品色一区二区三区|
欧美自拍偷拍一区|
一本大道av伊人久久综合|
波多野结衣中文一区|
国产成人a级片|
成人免费视频国产在线观看|
成人va在线观看|
99国产一区二区三精品乱码|
成人网男人的天堂|
色婷婷综合视频在线观看|
欧美在线视频你懂得|
欧美日韩黄视频|
91精品国产一区二区三区香蕉|
欧美一区二区在线免费播放|
欧美一区二区在线不卡|
久久中文娱乐网|
国产精品麻豆视频|
亚洲女爱视频在线|
日韩不卡在线观看日韩不卡视频|
日本va欧美va瓶|
成人av在线电影|
欧美日韩国产成人在线免费|
久久久噜噜噜久久中文字幕色伊伊
|
国产精品伊人色|
欧美性欧美巨大黑白大战|
精品久久久久久久久久久久久久久久久
|
国产成人欧美日韩在线电影|
色噜噜狠狠一区二区三区果冻|
日韩欧美你懂的|
国产精品美女久久福利网站|
亚洲午夜久久久久久久久电影网|
美腿丝袜亚洲一区|
91香蕉视频污在线|
精品国产三级电影在线观看|
亚洲激情第一区|
国产一区二区三区免费观看|
欧美午夜不卡在线观看免费|
国产免费久久精品|
精品午夜一区二区三区在线观看|
色婷婷激情综合|
美国精品在线观看|
日韩一级完整毛片|
偷拍一区二区三区|
91国产精品成人|
亚洲色图视频网站|
成人av网址在线观看|
26uuu亚洲综合色|
蜜臀av国产精品久久久久|
9191精品国产综合久久久久久|
久久久www成人免费毛片麻豆|
香蕉成人啪国产精品视频综合网|
91老师片黄在线观看|
国产女同互慰高潮91漫画|
老司机午夜精品|
日韩欧美三级在线|
国产毛片一区二区|
精品国产第一区二区三区观看体验|
日韩精品高清不卡|
欧美一区二区三区在线观看|
五月激情六月综合|
欧美日韩精品欧美日韩精品一综合|
亚洲电影中文字幕在线观看|
6080午夜不卡|
国产精品影视在线|
亚洲欧美偷拍三级|
欧美怡红院视频|
婷婷六月综合亚洲|
亚洲精品一区二区三区福利|
国产99久久久国产精品潘金|
亚洲精品日日夜夜|
日韩一级二级三级精品视频|
精品一区二区在线看|
中文字幕中文乱码欧美一区二区
|
午夜视频在线观看一区二区三区|
日韩精品一区在线观看|
成人午夜在线免费|
亚洲高清不卡在线|
中文在线一区二区|
这里只有精品免费|
高清不卡在线观看|
亚洲妇熟xx妇色黄|
国产精品国产三级国产普通话三级|
欧美亚洲自拍偷拍|
国产成人午夜精品5599|
亚洲成人自拍一区|
日本一区二区三区免费乱视频
|
日本乱人伦aⅴ精品|
国产精品一二三区|
日本系列欧美系列|
亚洲欧美另类久久久精品2019|
精品成人在线观看|
69堂精品视频|
精品视频1区2区3区|
久久综合九色综合欧美98|
欧美日韩国产精品成人|
在线视频你懂得一区二区三区|
国产91丝袜在线播放0|
老司机午夜精品99久久|
日韩av一二三|
视频一区二区不卡|
日韩影视精彩在线|
午夜国产精品一区|
亚洲国产精品久久不卡毛片
|
99久久精品免费看国产免费软件|
国产一区二区不卡|
国产一区二区三区视频在线播放|
日韩精品五月天|
美国毛片一区二区三区|
色诱视频网站一区|
欧美在线色视频|
56国语精品自产拍在线观看|
欧美一三区三区四区免费在线看|
欧美一级理论性理论a|
日韩欧美成人午夜|
日韩精品一区二区三区老鸭窝|
久久一日本道色综合|
中文字幕一区日韩精品欧美|
国产精品蜜臀在线观看|
自拍偷在线精品自拍偷无码专区
|
国产主播一区二区|
国产主播一区二区三区|
aaa亚洲精品|
69堂国产成人免费视频|
久久你懂得1024|
亚洲精品久久久久久国产精华液|
五月婷婷色综合|
成人午夜伦理影院|
欧美日韩在线直播|
久久久久99精品一区|
亚洲自拍都市欧美小说|
毛片av一区二区|
av不卡一区二区三区|
日韩一级免费观看|
亚洲精品伦理在线|
国产在线播放一区三区四|
91麻豆swag|
国产精品久久免费看|
午夜电影网亚洲视频|
99视频国产精品|
久久久久久久久久久黄色|
日本va欧美va欧美va精品|
av不卡免费电影|
亚洲国产精品国自产拍av|
日韩精品色哟哟|
欧美老年两性高潮|
亚洲精品免费在线观看|
99视频精品全部免费在线|
中文字幕精品一区二区三区精品
|
国模一区二区三区白浆|
欧美日韩国产首页在线观看|
成人欧美一区二区三区黑人麻豆|
国内精品自线一区二区三区视频|
欧美视频中文字幕|
亚洲一区二区av电影|
91视频国产观看|
亚洲手机成人高清视频|
国产电影一区在线|
国产日本一区二区|
欧美一区二区视频在线观看2020|
亚洲成国产人片在线观看|
欧美日韩一级片网站|
三级久久三级久久|
日韩欧美在线123|
精品一区二区免费看|
欧美精品一区二区三区很污很色的|
麻豆国产一区二区|
日韩精品一区二区三区视频播放
|
毛片一区二区三区|
久久精品人人做|
波多野结衣在线aⅴ中文字幕不卡|
欧美高清在线一区|
欧美日韩三级视频|
国产一区二区网址|
一区二区三区资源|
日韩欧美一区中文|
国产福利精品一区|
亚洲成人福利片|
欧美一区二区三区免费大片
|
国产成人免费在线视频|
一区二区免费视频|
日韩欧美你懂的|
99久久久久久99|
久久国产麻豆精品|
亚洲老妇xxxxxx|
久久色视频免费观看|
欧美日韩国产一二三|
不卡一区二区在线|
久久99久久久久|
悠悠色在线精品|